
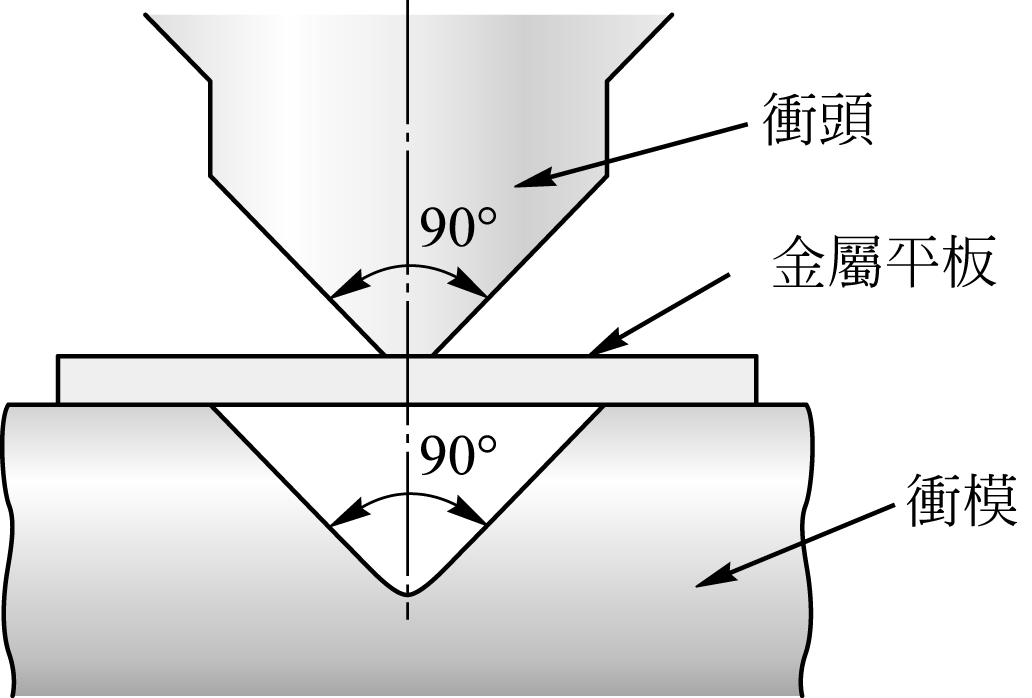
A 彎曲加工法必須特別注意材料的彈回現象
B 將板料剪開一邊,保留三邊的衝壓加工稱為衝縫
C 熱鏇壓之製品斷面形狀不可能為四方形
D 最常用之衝床機構為單曲柄式
將板料剪開一邊,保留三邊的衝壓加工稱為衝凹
A 同時增加衝頭角度及衝模角度,使之略大於90°
B 同時減少衝頭角度及衝模角度,使之略小於90°
C 衝頭角度不變,維持90°;但衝模角度增加,使之略大於90°
D 衝模角度不變,維持90°;但衝頭角度增加,使之略大於90°
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
改變只是開始,持續才是關鍵
Get off my back.(別再煩我了)