
A 硬度越低,延展性越高,則可鍛性越高
B 選用開模鍛造理由為鍛件之尺寸太大,交貨時程過緊,且須大量生產者
C 端壓鍛造之胚料伸出於夾持模以外的長度,不得超過直徑的2~3倍,否則桿料會彎曲而不是單純的受壓變粗
D 壓力鍛造用緩慢的擠壓作用來施力,壓力就可達到鍛件的中心部分,而獲得內外均一的優良品質
開模鍛造只用於小量生產
A 稱為滾軋加工,屬於無屑加工法,大都採用冷作方式成形
B 以摩擦力的帶動而前進,達到軋薄的目的
C 可軋製板、片、桿、結構型材以及薄片等
D 成形速度快,為最常用之塑性加工法
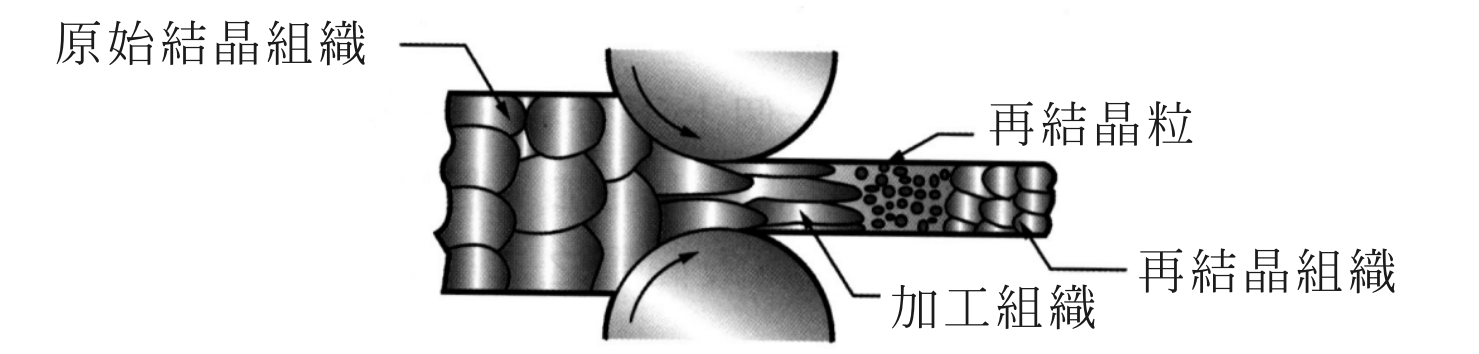
滾軋加工大都採用熱作方式成形
A 熱旋壓的施工起始溫度超過再結晶溫度
B 熱旋壓係以摩擦熱使工件達到再結晶溫度
C 熱旋壓適用於鋁合金及銅合金
D 間接擠製的衝桿前進方向與製品出來的方向相反
熱旋壓之起始溫度在室溫
A 加工溫度比再結晶溫度略低
B 所需之鍛造力比冷作小
C 氧化之情形比熱作少
D 沒有應變硬化現象
溫熱鍛造之加工溫度比再結晶溫度略低,所以會有應變硬化現象
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
改變只是開始,持續才是關鍵
Once in a blue moon.(千載難逢)