
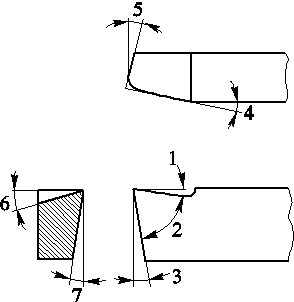
A 角度3為負角
B 角度7為負角
C 角度5為負角
D 角度1為負角
黃銅與杜拉鋁若採用正斜角切削,容易在工件表免產生撕裂痕跡,同時又不容易控制真圓度
A 水溶液切削劑主要用於冷卻
B 動植物油之潤滑作用大,冷卻作用小
C 動植物油主要用於低速重切削或精切削
D 切削劑應具低流動性,以使切屑易於清除
高流動性使切屑易於清除
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
態度決定高度
face the music. (面對現實)